萬能外圓磨床主要用來磨削柱形(包括階梯形)或錐形外圓表面��,在使用附加裝置時還可以磨削圓柱孔和圓錐孔。外圓磨床上工作臺的往復(fù)運(yùn)動和抖動����、工作臺的手動和機(jī)動的互鎖、砂輪架的間歇進(jìn)給運(yùn)動和快速運(yùn)動�、尾架的松開等都是用液壓來實現(xiàn)的。外圓磨床對往復(fù)運(yùn)動的要求很高——不但應(yīng)保證機(jī)床有盡可能高的生產(chǎn)率��,還應(yīng)保證換向過程平穩(wěn)����、換向精度高。為此機(jī)床上常采用行程制動式換向回路(見第九章第四節(jié))�,使工作臺起動和停止迅速,并在換向過程中有一段短時問的停留。
圖10-3所示為M1432A型萬能外圓磨床的液壓系統(tǒng)圖����。由圖可見,這個系統(tǒng)利用工作臺擋塊16和先導(dǎo)閥17的撥桿可以連續(xù)地實現(xiàn)工作臺的往復(fù)運(yùn)動和砂輪架的間歇自動進(jìn)給運(yùn)動�,其工作情況如下。
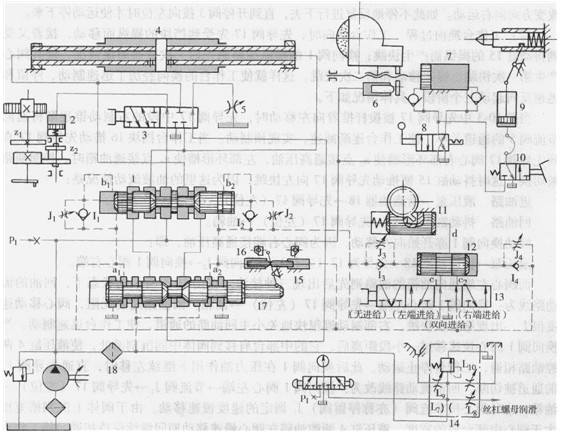
圖10-3 M1432A型萬能外圓磨床液壓系統(tǒng)圖
1一換向閥2-百鎖缸3-開停閥4-工作臺液址缸5-節(jié)流聞6閘缸7快動缸8-快動閥9尾架缸IO-尾架閥11-進(jìn)給缸12-進(jìn)給閣13-選擇閥14潤滑穩(wěn)定器15-抖動缸 16捎塊17先導(dǎo)閥I8精過濾器
(1)工作臺往復(fù)運(yùn)動在幽10一3所示狀態(tài)下�,升停閥3處于右位,先導(dǎo)閥17和換向閥1都處于右端位置����,上作臺向右運(yùn)動,主油路中的油液流動情況為:
進(jìn)油路液壓泵一換向閻l(右位)����,-*I作臺液眶缸4右腔。
回油路工作臺液壓缸4左腔一換向閥1(右位)一先導(dǎo)閥I7(右位)一開停閥3(右位)一節(jié)流閥5一油箱����。
當(dāng)工作臺向右移動到預(yù)定位置時,工作臺上的左擋塊16撥動先導(dǎo)閥17����,并使它最終處于左端位置上。這時操縱油路上- a2點(diǎn)接通高壓油�、a1點(diǎn)接通油箱�,使換向閥1亦處于其左 端位置上(詳見下文)�,于是土油路中油液流動情況就變?yōu)椋?/span>
進(jìn)油路液壓泵一換向閥1(左位)-工作臺液壓缸4左腔。
回油路工作臺液壓缸4右腔一換向閥1(左位)一先導(dǎo)閥17(左位)�。開停閥3(右位)一節(jié)流閥5一油箱。
工作臺向左運(yùn)動����,并在其右擋塊16碰E撥桿后發(fā)生與上述情況相反的變換,使1二作臺義i致變-iuj向右運(yùn)動��。如此不停地反復(fù)進(jìn)行F去�,直到開停閥3撥向左位時才使運(yùn)動停下來。
(2)[作臺換l句過程』:作臺換向時����,先導(dǎo)閥17先受到擋塊的操縱而移動�,接著又受到抖動缸15的操縱而產(chǎn)牛快跳����;換向閥l的操縱油路則先后三次變換通流情況,使其閥心產(chǎn)生第一次1陜跳��、慢速移動和第二次快跳�。這樣就使工作臺的換向經(jīng)歷了迅速制動����、停留和迅速反向起動三個階段��。具體情況如下�。
當(dāng)圖10-3巾先導(dǎo)閥17被撥桿推著luJ左移動時,先導(dǎo)閥17中段的右制動錐逐漸將通向節(jié)流閥5的通道關(guān)小����,使工作臺逐漸減速,實現(xiàn)預(yù)制動�。當(dāng)工作臺擋塊16推動先導(dǎo)閥17直到先導(dǎo)閥17閥心右部環(huán)形槽使a:點(diǎn)接通高壓油,左部環(huán)形槽使a.點(diǎn)接通油箱時��,控制油路被切換����。這時抖動缸15便推動先導(dǎo)閥17向左快跳,因為這里的油液流動情況是:
進(jìn)油路液lL.泵一精濾油器18一先導(dǎo)閥17(左位)一豐動缸15左缸�。
回油路抖動缸15右缸一先導(dǎo)閥17(左位)一油箱。
液動換向閥1辦開始向左移動����,因為閥心右端接通高壓油,即:
液壓泵一精過濾器18一先導(dǎo)閻17(左位)一單向閥I:-h#l:向閥1閥心右端�。
而閥心左端通向油箱的油路則先后出現(xiàn)三種接法����。在圖10一3所示的狀態(tài)下��,同油的流動路線為:換向閥l閥心左端一先導(dǎo)閥17(左位)一油箱�。回油路通暢無阻�,閥心移動速度很大,出現(xiàn)第一次快跳��,右部制動錐很快地關(guān)小主同油路的通道��,使工作臺迅速制動����。當(dāng)換向閥1閥心快速移過一小段距離后,它的中部臺肩移到閥體中問沉割槽處�,使液壓缸4兩腔油路相通一L作臺停止運(yùn)動�。此后換向閥1在壓力油作用下繼續(xù)左移時,直通先導(dǎo)閥17的通道被切斷�,同油流動路線改為:換向閥1閥心左端一節(jié)流閻J.一十先導(dǎo)閥17(左位)一油箱。這時閥心按節(jié)流閥(亦稱停留閥)J.調(diào)定的速度慢速移動��。由于閥體上沉割槽寬度大于閥心中部臺肩的寬度�,液壓缸4兩腔油路在閥心慢速移動期問繼續(xù)保持相通����,使工作臺的停止持續(xù)一段時間(可在0~5s內(nèi)調(diào)整)�,這就是T作臺存其反向前的端點(diǎn)停留。最后�,當(dāng)閥心慢速移動zil其左部環(huán)形槽和先導(dǎo)閥17相接的通道接通時,同油流動路線又改變成:換向閥1閥心左端一通道b.—頓向閥1左部環(huán)形槽一先導(dǎo)閥17(左位)’÷油箱�。同油路又通暢無阻,腳心出現(xiàn)第=次快跳��,主油路被迅速切換�,工作臺迅速反向起動,最終完成了全部換向過程�。
在反向時,先導(dǎo)}17和換向閥1自左向右移動的換向過程與上相同�,但這時。:點(diǎn)接通油箱而a.點(diǎn)接通高壓油�。
(3)砂輪架的快進(jìn)快退運(yùn)動這個運(yùn)動l快動閥8操縱,由快動缸7來實現(xiàn)�。在圖10.3所示的狀態(tài)下,快動閥8右位接入系統(tǒng)����,砂輪架快速前進(jìn)到其最前端位置,快進(jìn)的終點(diǎn)位置是靠活塞與缸蓋的接觸來保證的����。為了防止砂輪架在快速運(yùn)動終點(diǎn)處引起沖擊和提高快進(jìn)運(yùn)動的重復(fù)位置精度�,快動缸7的兩端設(shè)有緩沖裝置(圖中未畫出)��,并設(shè)有抵住砂輪架的閘缸6��,用以消除絲杠和螺母間的間隙��?���?靹娱y8左位接A系統(tǒng)時,砂輪架快速后退到其最后端位置��。
(4)砂輪架的周期進(jìn)給運(yùn)動這個運(yùn)動由進(jìn)給閥12操縱��,南砂輪架進(jìn)給缸11通過其活塞上的撥爪棘輪�、齒輪、絲杠螺母等傳動副來實現(xiàn)����。砂輪架的周期進(jìn)給運(yùn)動可以在工件左端停留時進(jìn)行����,町以在【件右端停留時進(jìn)行����,也可以在工件兩端停留時進(jìn)行��,也刈以不進(jìn)行����,砦都山選擇閥13的位置決定。在罔10.3所示的狀態(tài)下��,選擇閥13選定的是“雙向進(jìn)給”����,進(jìn)給閥12在操縱油路的a.和a2點(diǎn)每次相互變換壓力時,向左或向右移動一次(因為通道d與通道c.和c�。各接通一次),于足砂輪架便作一次間歇進(jìn)給����。進(jìn)給量大小由撥爪棘輪機(jī)構(gòu)調(diào)整,進(jìn)給快慢及平穩(wěn)性則通過調(diào)整節(jié)流閥J����,、J。來保證�。
(5)工作臺液動手動的互鎖這個動作是山互鎖缸2來實現(xiàn)的。當(dāng)開停閥3處于圖10_3所示位置時��,互鎖缸2內(nèi)通人壓力油��,推動活塞使齒輪z.和z:脫開����,工作臺運(yùn)動時就不會帶動手輪轉(zhuǎn)動。當(dāng)開停閥3左位接入系統(tǒng)時��,百鎖缸2接通油箱��,活塞在彈簧作用下移動����,
使齒輪z,和z:嚙合�,且缸4左右腔互通,工作臺就可以通過搖動手輪束移動�,以調(diào)整工件。
(6)尾架頂尖的退出這個動作山一個腳踏式的尾架閥10操縱����,由尾架缸9來實現(xiàn)�。尾架頂尖只在砂輪架快速退出時才能后退以確保安全����,岡為這時系統(tǒng)中的壓力油須在快動閥8左位接人時才能通向尾架閥10處�。
這臺磨床的液壓系統(tǒng)具有以下一些特點(diǎn):
1)系統(tǒng)采用r活塞桿固定式雙桿液壓缸,保讓左�、右嘣向運(yùn)動速度一致,并使機(jī)床的占地面積不大����。
2)系統(tǒng)采用了普通節(jié)流閥式調(diào)速網(wǎng)路,功率損失小����,這對調(diào)速范圍不需很大、負(fù)載較小且皋本恒定的磨床來說是很相宜的�。此外,出廠I節(jié)流的形式在液壓缸回油腔中造成的背壓力有助于工作穩(wěn)定��,有助于加速工作臺的制動����,也有助于防止系統(tǒng)中滲入空氣。
3)系統(tǒng)采用r HYY21/3P-25T型快跳式操縱箱����,結(jié)構(gòu)緊湊��,操縱方便����,換向精度和換陽平穩(wěn)性都較高��。此外����,這種操縱箱還能使工作臺高頻抖動(即在很短的行程內(nèi)實現(xiàn)快往復(fù)運(yùn)動),有利于提高切人磨削時的加工質(zhì)量��。
本文標(biāo)題:
萬能外圓磨床液壓系統(tǒng)在液壓馬達(dá)中的運(yùn)用
分類:
液壓行業(yè)知識
標(biāo)簽:
擺缸液壓馬達(dá) 液壓傳動裝置 液壓馬達(dá)